

Reverse Smith-Purcell radiation in photonic crystals
Xiaoqiuyan Zhang, Sunchao Huang, Tianyu Zhang, Yuxuan Zhuang... and Min Hu|Show fewer author(s)
Free electron radiation, particularly Smith-Purcell radiation, provides a versatile platform for exploring light-matter interactions and generating light sources. A fundamental characteristic of Smith-Purcell radiation is the monotonic decrease in radiation frequency as the observation angle increases relative to the direction of the free electrons’ motion, akin to the Doppler effect. Here, we demonstrate that this fundamental characteristic can be altered in Smith-Purcell radiation generated by photonic crystals with left-handed properties. Specifically, we have achieved, to our knowledge, a novel phenomenon that the lower-frequency components propagate forward, while the higher-frequency components propagate backward, which we define as reverse Smith-Purcell radiation. Additionally, this reverse Smith-Purcell radiation can confine the radiation to a narrow angular range, which provides a way to obtain broadband light sources in a specific observation angle. Furthermore, by precisely adjusting the grating geometry and the kinetic energy of the free electrons, we can control both the radiation direction and the output frequencies. Our results provide a promising platform to study unexplored light-matter interactions and open avenues to obtain tunable, broadband light sources.Free electron radiation, particularly Smith-Purcell radiation, provides a versatile platform for exploring light-matter interactions and generating light sources. A fundamental characteristic of Smith-Purcell radiation is the monotonic decrease in radiation frequency as the observation angle increases relative to the direction of the free electrons’ motion, akin to the Doppler effect. Here, we demonstrate that this fundamental characteristic can be altered in Smith-Purcell radiation generated by photonic crystals with left-handed properties. Specifically, we have achieved, to our knowledge, a novel phenomenon that the lower-frequency components propagate forward, while the higher-frequency components propagate backward, which we define as reverse Smith-Purcell radiation. Additionally, this reverse Smith-Purcell radiation can confine the radiation to a narrow angular range, which provides a way to obtain broadband light sources in a specific observation angle. Furthermore, by precisely adjusting the grating geometry and the kinetic energy of the free electrons, we can control both the radiation direction and the output frequencies. Our results provide a promising platform to study unexplored light-matter interactions and open avenues to obtain tunable, broadband light sources.
- Apr. 01, 2025
- Photonics Research
- Vol. 13, Issue 4, 1060 (2025)
- DOI:10.1364/PRJ.553780
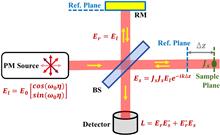
Compact spectral-polarization-modulation method for rapid and versatile polarization measurements in interferometric imaging
Di Yang, Weike Wang, Songwen Xu, Zhuoqun Yuan, and Yanmei Liang
Polarization-based detection technologies have broad applications across various fields. Integrating polarization with interferometric imaging holds significant promise for simultaneously capturing three-dimensional structure and polarization information. However, existing interferometric polarization measurement methods often rely on complex setups and sacrifice the acquisition rate or axial imaging range for parameter diversity. In this study, we presented an efficient and compact interferometric polarization measurement method based on spectral-polarization-modulation (SPM) and integrated it with optical coherence tomography (OCT) to construct an advancing interferometric imaging system called SPM-OCT. This method can extract birefringent and dichroic parameters from the polarization-modulated signal without reducing the acquisition rate or the axial imaging range. Imaging experiments on standard polarization elements, biological tissues, and gold nanorod (GNR) phantoms demonstrated that our proposed method provided accurate birefringent and dichroic parameters and avoided phase jump errors. Especially, the dichroic parameters obtained from our system can distinguish GNRs from biological tissues with high contrast. Overall, the rapid and simple polarization measurement of the SPM method is expected to advance the interferometric imaging method and inspire new research directions in polarization measurement technology.Polarization-based detection technologies have broad applications across various fields. Integrating polarization with interferometric imaging holds significant promise for simultaneously capturing three-dimensional structure and polarization information. However, existing interferometric polarization measurement methods often rely on complex setups and sacrifice the acquisition rate or axial imaging range for parameter diversity. In this study, we presented an efficient and compact interferometric polarization measurement method based on spectral-polarization-modulation (SPM) and integrated it with optical coherence tomography (OCT) to construct an advancing interferometric imaging system called SPM-OCT. This method can extract birefringent and dichroic parameters from the polarization-modulated signal without reducing the acquisition rate or the axial imaging range. Imaging experiments on standard polarization elements, biological tissues, and gold nanorod (GNR) phantoms demonstrated that our proposed method provided accurate birefringent and dichroic parameters and avoided phase jump errors. Especially, the dichroic parameters obtained from our system can distinguish GNRs from biological tissues with high contrast. Overall, the rapid and simple polarization measurement of the SPM method is expected to advance the interferometric imaging method and inspire new research directions in polarization measurement technology.
- Apr. 01, 2025
- Photonics Research
- Vol. 13, Issue 4, 1049 (2025)
- DOI:10.1364/PRJ.550114

Observation of robust subwavelength phase singularity in chiral medium
Jun-Hee Park, Jeongho Ha, Liyi Hsu, Guang Yang... and Abdoulaye Ndao|Show fewer author(s)
Photonic devices that exhibit both sensitivity and robustness have long been sought; yet, these characteristics are thought to be mutually exclusive; through sensitivity, a sensor responds to external stimuli, whereas robustness embodies the inherent ability of a device to withstand weathering by these same stimuli. This challenge stems from the inherent contradiction between robustness and sensitivity in wave dynamics, which require the coexistence of noise-immune sensitive states and modulation-sensitive transitions between these states. We report and experimentally demonstrate a subwavelength phase singularity in a chiral medium that is resilient to fabrication imperfections and disorder while remaining highly responsive to external stimuli. The combination of subwavelength light confinement and its robustness lays the foundation for the development of hitherto unexplored chip-scale photonics devices, enabling a simultaneous development of high-sensitivity and robust devices in both quantum and classical realms.Photonic devices that exhibit both sensitivity and robustness have long been sought; yet, these characteristics are thought to be mutually exclusive; through sensitivity, a sensor responds to external stimuli, whereas robustness embodies the inherent ability of a device to withstand weathering by these same stimuli. This challenge stems from the inherent contradiction between robustness and sensitivity in wave dynamics, which require the coexistence of noise-immune sensitive states and modulation-sensitive transitions between these states. We report and experimentally demonstrate a subwavelength phase singularity in a chiral medium that is resilient to fabrication imperfections and disorder while remaining highly responsive to external stimuli. The combination of subwavelength light confinement and its robustness lays the foundation for the development of hitherto unexplored chip-scale photonics devices, enabling a simultaneous development of high-sensitivity and robust devices in both quantum and classical realms.
- Apr. 01, 2025
- Advanced Photonics
- Vol. 7, Issue 3, 035001 (2025)
- DOI:10.1117/1.AP.7.3.035001

Time-wavelength multiplexed photonic neural network accelerator for distributed acoustic sensing systems
Fuhao Yu, Kangjian Di, Wenjun Chen, Sen Yan... and Wei Jiang|Show fewer author(s)
Distributed acoustic sensors (DASs) can effectively monitor acoustic fields along sensing fibers with high sensitivity and high response speed. However, their data processing is limited by the performance of electronic signal processing, hindering real-time applications. The time-wavelength multiplexed photonic neural network accelerator (TWM-PNNA), which uses photons instead of electrons for operations, significantly enhances processing speed and energy efficiency. Therefore, we explore the feasibility of applying TWM-PNNA to DAS systems. We first discuss processing large DAS system data for compatibility with the TWM-PNNA system. We also investigate the effects of chirp on optical convolution in complex tasks and methods to mitigate its impact on classification accuracy. Furthermore, we propose a method for achieving an optical full connection and study the influence of pruning on the full connection to reduce the computational burden of the model. Experimental results indicate that decreasing the ratio of Δλchirp / Δλ or choosing push–pull modulation can eliminate the impact of chirp on recognition accuracy. In addition, when the full connection parameter retention rate is no less than 60%, it can still maintain a classification accuracy of over 90%. TWM-PNNA provides an innovative computational framework for DAS systems, paving the way for the all-optical fusion of DAS systems with computational systems.Distributed acoustic sensors (DASs) can effectively monitor acoustic fields along sensing fibers with high sensitivity and high response speed. However, their data processing is limited by the performance of electronic signal processing, hindering real-time applications. The time-wavelength multiplexed photonic neural network accelerator (TWM-PNNA), which uses photons instead of electrons for operations, significantly enhances processing speed and energy efficiency. Therefore, we explore the feasibility of applying TWM-PNNA to DAS systems. We first discuss processing large DAS system data for compatibility with the TWM-PNNA system. We also investigate the effects of chirp on optical convolution in complex tasks and methods to mitigate its impact on classification accuracy. Furthermore, we propose a method for achieving an optical full connection and study the influence of pruning on the full connection to reduce the computational burden of the model. Experimental results indicate that decreasing the ratio of Δλchirp / Δλ or choosing push–pull modulation can eliminate the impact of chirp on recognition accuracy. In addition, when the full connection parameter retention rate is no less than 60%, it can still maintain a classification accuracy of over 90%. TWM-PNNA provides an innovative computational framework for DAS systems, paving the way for the all-optical fusion of DAS systems with computational systems.
- Apr. 01, 2025
- Advanced Photonics
- Vol. 7, Issue 2, 026008 (2025)
- DOI:10.1117/1.AP.7.2.026008
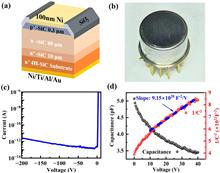
4H-SiC-based soft X-ray single photon detector with linear photon energy response
Hao Qu, Weizong Xu, Jiuzhou Zhao, Dong Zhou... and Hai Lu|Show fewer author(s)
In this work, a 4H-SiC-based soft X-ray single photon detector with photon energy resolution capability is demonstrated. The 4H-SiC p-i-n detector with an 80-μm-thick epi-layer and low intrinsic doping exhibits a low leakage current of ∼1.8 pA at -180 V, guaranteeing superior dark current performance for single photon detection with low electronic noise. An amplification strategy employing an active switch in the charge-sensitive amplifier has also been developed, where feedback-resistance-related thermal noise has been well eliminated, contributing to lower electronic noise in the amplification stage. By tuning the shaping time in the analog-to-digital circuit for precise signal processing, an optimal photon energy resolution has been achieved with a duration time within 6.4 µs, achieving an energy analysis standard deviation below 5.7%. Ultimately, superior linearity has been obtained between the output pulse amplitude and the characteristic photon energy by utilizing a series of different metal targets, opening a new opportunity for advanced soft X-ray detection technology based on wide bandgap semiconductors.In this work, a 4H-SiC-based soft X-ray single photon detector with photon energy resolution capability is demonstrated. The 4H-SiC p-i-n detector with an 80-μm-thick epi-layer and low intrinsic doping exhibits a low leakage current of ∼1.8 pA at -180 V, guaranteeing superior dark current performance for single photon detection with low electronic noise. An amplification strategy employing an active switch in the charge-sensitive amplifier has also been developed, where feedback-resistance-related thermal noise has been well eliminated, contributing to lower electronic noise in the amplification stage. By tuning the shaping time in the analog-to-digital circuit for precise signal processing, an optimal photon energy resolution has been achieved with a duration time within 6.4 µs, achieving an energy analysis standard deviation below 5.7%. Ultimately, superior linearity has been obtained between the output pulse amplitude and the characteristic photon energy by utilizing a series of different metal targets, opening a new opportunity for advanced soft X-ray detection technology based on wide bandgap semiconductors.
- Apr. 01, 2025
- Chinese Optics Letters
- Vol. 23, Issue 3, 031202 (2025)
- DOI:10.3788/COL202523.031202

Three-dimensional dynamic probabilistic shaping high-security transmission scheme based on dual physical layer encryption for seven-core fibers
Yaya Mao, Bo Liu, Jingrui Huang, Jianxin Ren... and Jie Cui|Show fewer author(s)
In this paper, a carrier-less amplitude and phase modulation passive optical network (CAP-PON) scheme is proposed based on dynamic probabilistic shaping (DPS) and Rubik’s cube encryption in optical access networks. The key is generated from a novel five-dimensional entangled chaos model for dynamic probabilistic shaping and Rubik’s cube encryption. To verify the performance of the encryption scheme, an experimental demonstration of 70 Gb/s (7 × 10 Gb/s) encrypted DPS-3D-CAP signal transmission over 2 km weakly coupled 7-core fiber is performed. The key space of the new five-dimensional entangled chaos model reaches 10173, and the interference level reaches 100%. Experimental results show that the receiver sensitivity increases by 1.47 dB compared to the conventional uniform 3D-CAP due to the introduction of dynamic probabilistic shaping.In this paper, a carrier-less amplitude and phase modulation passive optical network (CAP-PON) scheme is proposed based on dynamic probabilistic shaping (DPS) and Rubik’s cube encryption in optical access networks. The key is generated from a novel five-dimensional entangled chaos model for dynamic probabilistic shaping and Rubik’s cube encryption. To verify the performance of the encryption scheme, an experimental demonstration of 70 Gb/s (7 × 10 Gb/s) encrypted DPS-3D-CAP signal transmission over 2 km weakly coupled 7-core fiber is performed. The key space of the new five-dimensional entangled chaos model reaches
- Apr. 01, 2025
- Chinese Optics Letters
- Vol. 23, Issue 3, 030602 (2025)
- DOI:10.3788/COL202523.030602
High-security three-dimensional CAP modulation technique integrating end-to-end constellation optimization and four-level masking
Juntao Zhang, Bo Liu, Jianxin Ren, Yaya Mao... and Shuyu Zhou|Show fewer author(s)
In this paper, a high-security three-dimensional carrierless amplitude and phase (3D-CAP) modulation technique is proposed, integrating deep learning with four-level masking. The 3D constellation geometry is optimized using an autoencoder (AE) with an additive white Gaussian noise (AWGN) channel model, reducing complexity by 40% compared to a variational autoencoder (VAE). Experimental validation on a 2 km seven-core fiber intensity modulation/direct detection (IM/DD) system shows a 1 dB improvement in receiver sensitivity. A 3D chaotic oscillator model is used for chaotic selective mapping, polynomial-like masking, constellation rotation, and subcarrier masking. The encrypted 3D-CAP signal achieves a key space of up to 10103, with strong anti-noise and confidentiality performance.In this paper, a high-security three-dimensional carrierless amplitude and phase (3D-CAP) modulation technique is proposed, integrating deep learning with four-level masking. The 3D constellation geometry is optimized using an autoencoder (AE) with an additive white Gaussian noise (AWGN) channel model, reducing complexity by 40% compared to a variational autoencoder (VAE). Experimental validation on a 2 km seven-core fiber intensity modulation/direct detection (IM/DD) system shows a 1 dB improvement in receiver sensitivity. A 3D chaotic oscillator model is used for chaotic selective mapping, polynomial-like masking, constellation rotation, and subcarrier masking. The encrypted 3D-CAP signal achieves a key space of up to 10103, with strong anti-noise and confidentiality performance.
- Apr. 01, 2025
- Chinese Optics Letters
- Vol. 23, Issue 3, 030601 (2025)
- DOI:10.3788/COL202523.030601
Fabrication of sub-diffraction limit high-aspect-ratio nanostructures via laser direct writing
Guoliang Chen, Houan Teng, Jian Chen, and Qiwen Zhan
High-aspect-ratio structures with heights or depths significantly exceeding their lateral dimensions hold broad application potential across various fields. The production of these structures is challenging, requiring meticulous control over materials, scale, and precision. We introduce an economical and efficient approach for fabricating high-aspect-ratio nanostructures using a two-photon polymerization process. This approach achieves feature sizes of around 37 nm with an aspect ratio of 10:1 using commercial photoresists. Offering advantages over traditional techniques, our approach simplifies operation and enhances design flexibility, facilitating the creation of smaller, more complex, and high-aspect-ratio structures. The capabilities of this approach are demonstrated by producing arrays of three-dimensional microstructures that exhibit sub-micron scales, extensive periodicity, and pronounced aspect ratios. These developments open new possibilities for applications in biomedical, precision engineering, and optical microdevice manufacturing.High-aspect-ratio structures with heights or depths significantly exceeding their lateral dimensions hold broad application potential across various fields. The production of these structures is challenging, requiring meticulous control over materials, scale, and precision. We introduce an economical and efficient approach for fabricating high-aspect-ratio nanostructures using a two-photon polymerization process. This approach achieves feature sizes of around 37 nm with an aspect ratio of 10:1 using commercial photoresists. Offering advantages over traditional techniques, our approach simplifies operation and enhances design flexibility, facilitating the creation of smaller, more complex, and high-aspect-ratio structures. The capabilities of this approach are demonstrated by producing arrays of three-dimensional microstructures that exhibit sub-micron scales, extensive periodicity, and pronounced aspect ratios. These developments open new possibilities for applications in biomedical, precision engineering, and optical microdevice manufacturing.
- Mar. 31, 2025
- Chinese Optics Letters
- Vol. 23, Issue 3, 033602 (2025)
- DOI:10.3788/COL202523.033602
Spin angular momentum engineering within highly localized focal fields: from simple orientation to complex topologies
Yongxi Zeng, Yanzhong Yu, Jian Chen, Houan Teng... and Qiwen Zhan|Show fewer author(s)
Optical skyrmions, as quasiparticles with non-trivial topological structures, have garnered significant attention in recent years. This paper proposes a method for customized spin angular momentum (SAM) distribution in highly localized focal fields, thereby enabling the generation of SAM skyrmion and bimeron topologies. The skyrmionic SAM textures can be flexibly controlled, such as polarity, vorticity, and helicity. In addition, the two-dimensional projection plane can be arbitrarily oriented within three-dimensional space. By utilizing time-reversal techniques, we obtain the required illumination fields of the 4π-focusing system and subsequently evaluate the tightly focused field using vector Debye integral theory. Our results show that the SAM orientation within the focal field is controlled by the orientation of orthogonal dipole pairs. Using the radiation field of a multi-concentric array of orthogonal dipole pairs, the distribution of SAM orientation in the target plane can be tailored to generate SAM topological structures such as skyrmions and bimerons. Highly localized and tunable SAM engineering holds great potential for applications in optical manipulation, light–matter interactions, optical information processing, transmission, and storage.Optical skyrmions, as quasiparticles with non-trivial topological structures, have garnered significant attention in recent years. This paper proposes a method for customized spin angular momentum (SAM) distribution in highly localized focal fields, thereby enabling the generation of SAM skyrmion and bimeron topologies. The skyrmionic SAM textures can be flexibly controlled, such as polarity, vorticity, and helicity. In addition, the two-dimensional projection plane can be arbitrarily oriented within three-dimensional space. By utilizing time-reversal techniques, we obtain the required illumination fields of the
- Mar. 31, 2025
- Photonics Research
- Vol. 13, Issue 4, 995 (2025)
- DOI:10.1364/PRJ.550414
Tracking and manipulating ultrafast photocarrier dynamics in 3D Dirac semimetal Cd3As2 by chemical doping
Peng Suo, Wenjie Zhang, Yunkun Yang, Long Geng... and Guohong Ma|Show fewer author(s)
Element doping can break the crystal symmetry and realize the topological phase transition in quantum materials, which enables the precise modulation of energy band structure and microscopic dynamical interaction. Herein, we have studied the ultrafast photocarrier dynamics in Zn-doped 3D topological Dirac semimetal Cd3As2 utilizing time-resolved optical pump-terahertz probe spectroscopy. Comparing to the pristine Cd3As2, we found that the relaxation time of the lightly doped alloy is slightly shorter, while that of the heavily doped alloy exhibits a significant prolongation. Pump-fluence- and temperature-dependent transient terahertz spectroscopy indicated that in pristine and lightly doped samples within nontrivial semimetal phase, the photocarrier dynamics are dominated by the cooling of Dirac fermions. In heavily doped alloy, however, the observed longer relaxation process can be attributed to interband electron-hole recombination, which is a result of doping-induced transition into a trivial semiconductor phase. Our investigation highlights that Zn-doping is an effective and flexible scheme for engineering the electronic structure and transient carrier relaxation dynamics in Cd3As2, and offers a control knob for functional switching between diverse optoelectronic devices within the realm of practical applications.Element doping can break the crystal symmetry and realize the topological phase transition in quantum materials, which enables the precise modulation of energy band structure and microscopic dynamical interaction. Herein, we have studied the ultrafast photocarrier dynamics in Zn-doped 3D topological Dirac semimetal
- Mar. 31, 2025
- Photonics Research
- Vol. 13, Issue 4, 1028 (2025)
- DOI:10.1364/PRJ.544166
Journal
Mar. 30, 2025
Structured light: fundamentals and applications (2025)
Call for Papers
Editor (s): Yuanjie Yang, Yangjian Cai, Qiwen Zhan
Innovative Optical Sensor Systems (2025)
Submission Open:15 January 2025; Submission Deadline: 30 April 2025
Editor (s): Nunzio Cennamo, Olivier Soppera, Giuseppe D’Aguanno, Yang Zhao
Emerging Coding Method for Computational Imaging (2025)
Submission Open:1 April 2025; Submission Deadline: 1 August 2025
Editor (s): Xin Yuan, David Brady, Enrique Tajahuerce, Jinli Suo... Liang Gao and Ni Chen|Show fewer author(s)
- <
- 1
- 2
- 3
- ...
- 100
- >

© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20