
Wei ZHANG, Zong-wang HAN, Xiang CHENG, Wei-bin RONG, Hong-yu ZHENG. Research on straightness error measurement of part axis based on machine vision[J]. Optics and Precision Engineering, 2021, 29(9): 2168
- Optics and Precision Engineering
- Vol. 29, Issue 9, 2168 (2021)
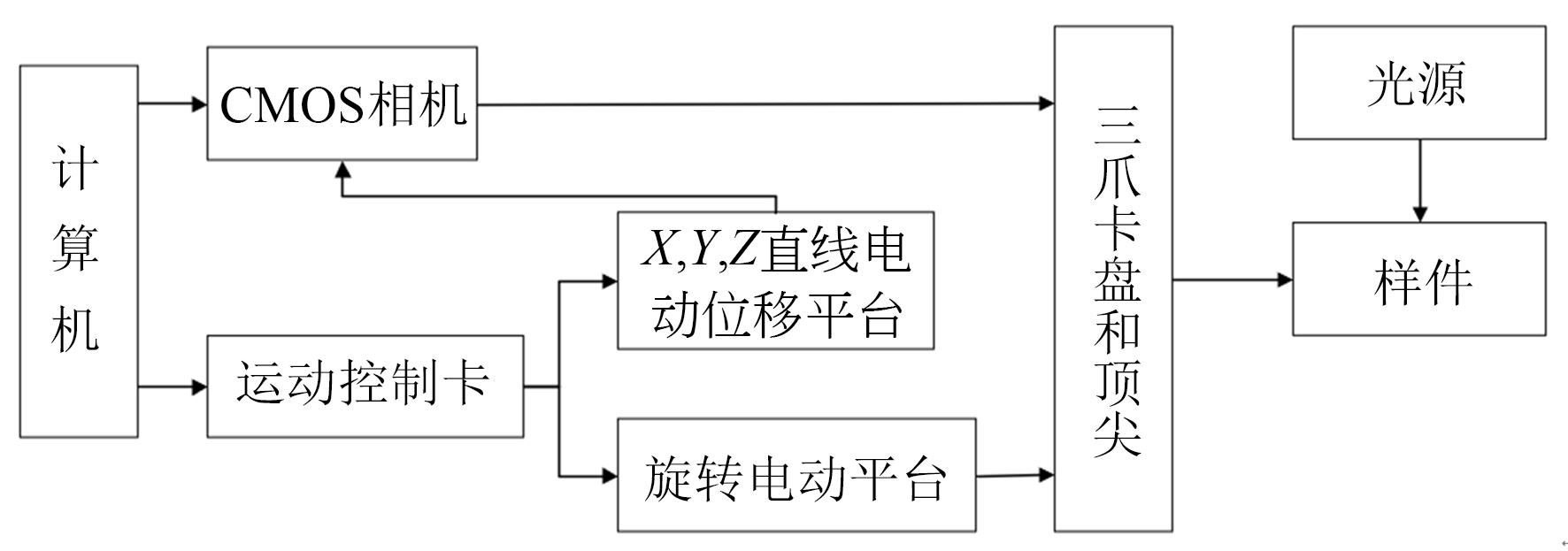
Fig. 1. Schematic diagram of straightness measurement system

Fig. 2. Structure of straightness measurement platform
Fig. 3. Flow chart of straightness error detection
Fig. 4. Schematic of calculating pixel coordinates of central axis
Fig. 5. Schematic of binary coded double tangency points crossover operation
Fig. 6. Schematic of minimum area condition
Fig. 7. Flow chart of big variation with two tangent points
Fig. 8. Straightness measuring platform
Fig. 9. Evaluation function in this paper
Fig. 10. Graphical user interface
Fig. 11. Image after image processing
Fig. 12. Graph of central axis fitting
Fig. 13. Partial enlarged detail of part central axis
Fig. 14. Iteration graph of genetic algorithm by big mutation and double tangent points crossover
Fig. 15. Measurement results of straightness error
Fig. 16. Iteration results of straightness error
| ||||||||||||||||||||||||||
Table 1. Specification of each motion stages
|
Table 2. Straightness error evaluation results
|
Table 3. Comparison of straightness error results


Set citation alerts for the article
Please enter your email address

© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20