
Yanlong Chen, Linsen Shu, Shaodong Song. Study on Laser Additive Welding Process and Properties of 304L/316 Dissimilar Steel Sheets[J]. Laser & Optoelectronics Progress, 2022, 59(23): 2314005
- Laser & Optoelectronics Progress
- Vol. 59, Issue 23, 2314005 (2022)
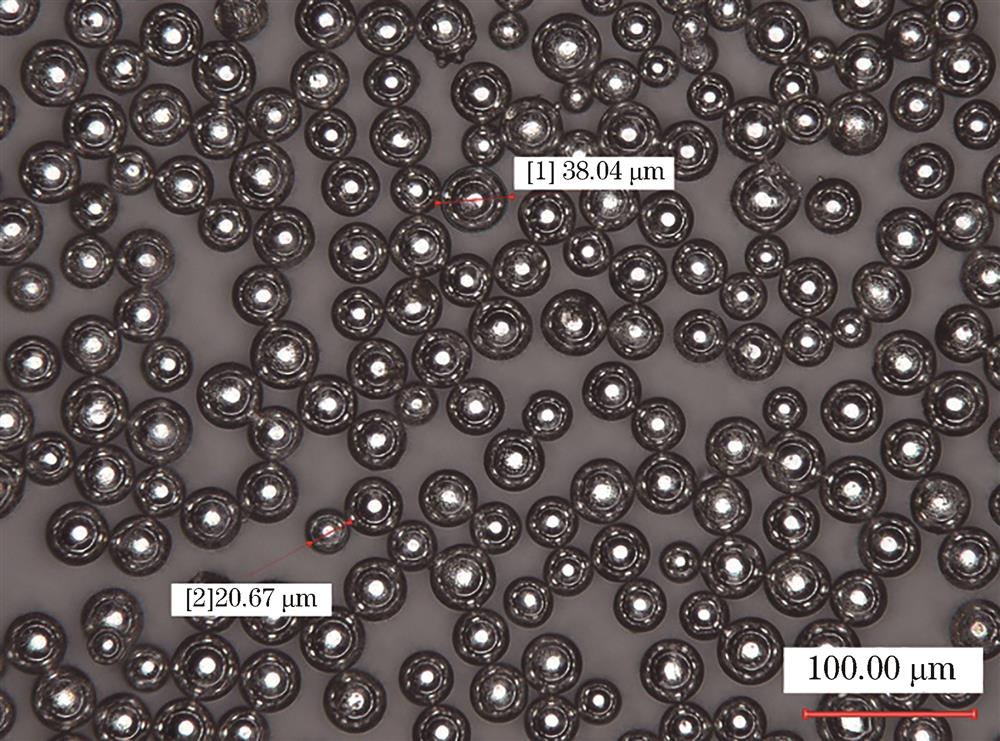
Fig. 1. Powder morphology
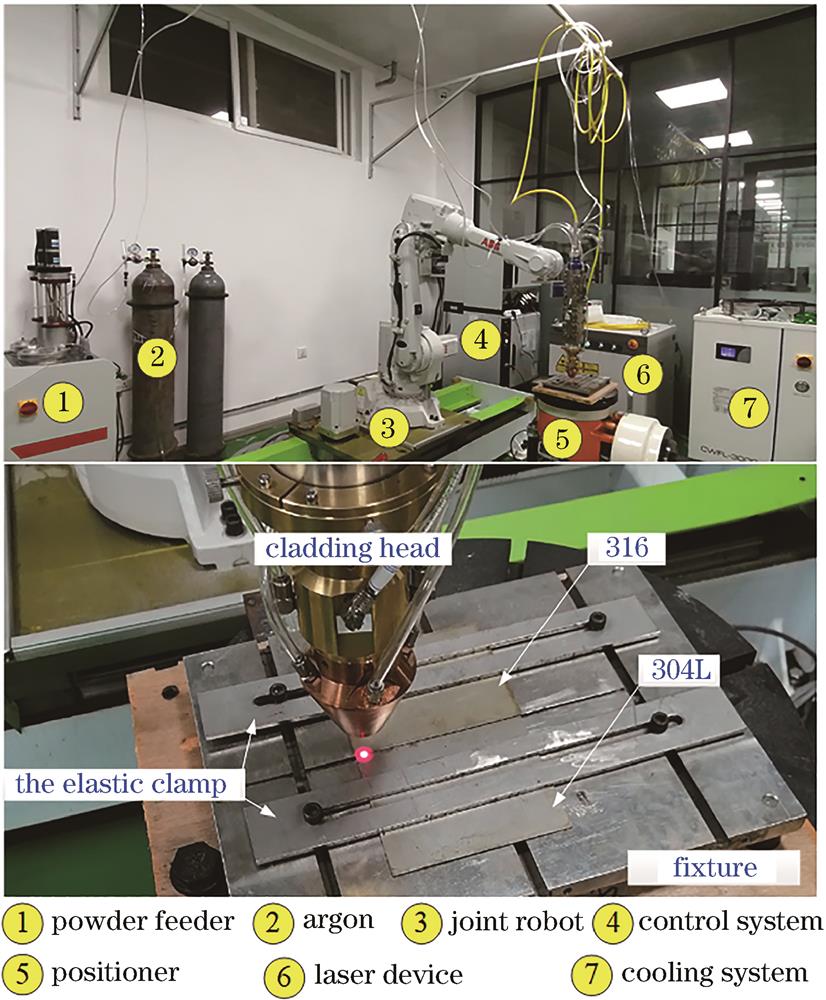
Fig. 2. Experimental equipment and clamping styles
Fig. 3. Sheet deformation measurement scheme. (a) Schematic diagram of measuring points; (b) schematic diagram of calculation method
Fig. 4. Tensile specimen and experimental equipment. (a) Shape and size of tensile specimen; (b) schematic diagram of tensile test
Fig. 5. Surface morphologies of samples under different process parameters
Fig. 6. Section profiles of joints
Fig. 7. Morphologies of specimen after tensile test
Fig. 8. Effect of defocus amount on angular deformation
Fig. 9. Influence of laser power on bending deformation
Fig. 10. Influence of scanning speed on bending deformation
Fig. 11. Effect of defocus amount on tensile strength
Fig. 12. Grey correlation degree
Fig. 13. Microstructure of 304L/316 additive welded joint
Fig. 14. Validation experiment. (a) Macroscopic morphology of specimen after stretching; (b) tensile mechanical properties of specimens
|
Table 1. Mechanical properties of 304L stainless steel and 316 stainless steel
| ||||||||||||||||||||||||||||||||||||||||||||
Table 2. Chemical composition of 304L stainless steel and 316 stainless steel
| |||||||||||||||||||||||
Table 3. Process parameters and their ranges
|
Table 4. L9 orthogonal array used for laser welding trials and responses
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 5. Range analysis
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 6. Grey correlation coefficient
|
Table 7. Results of angular deformation and bending deformation


Set citation alerts for the article
Please enter your email address

© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20