
Linjun Zhong, Yongjie Tao, Ping Jiang, Leshi Shu. Process Parameter Optimization for Oscillating Laser Welding of Aluminum Sheet Considering Carbon Emission[J]. Laser & Optoelectronics Progress, 2022, 59(23): 2314002
- Laser & Optoelectronics Progress
- Vol. 59, Issue 23, 2314002 (2022)
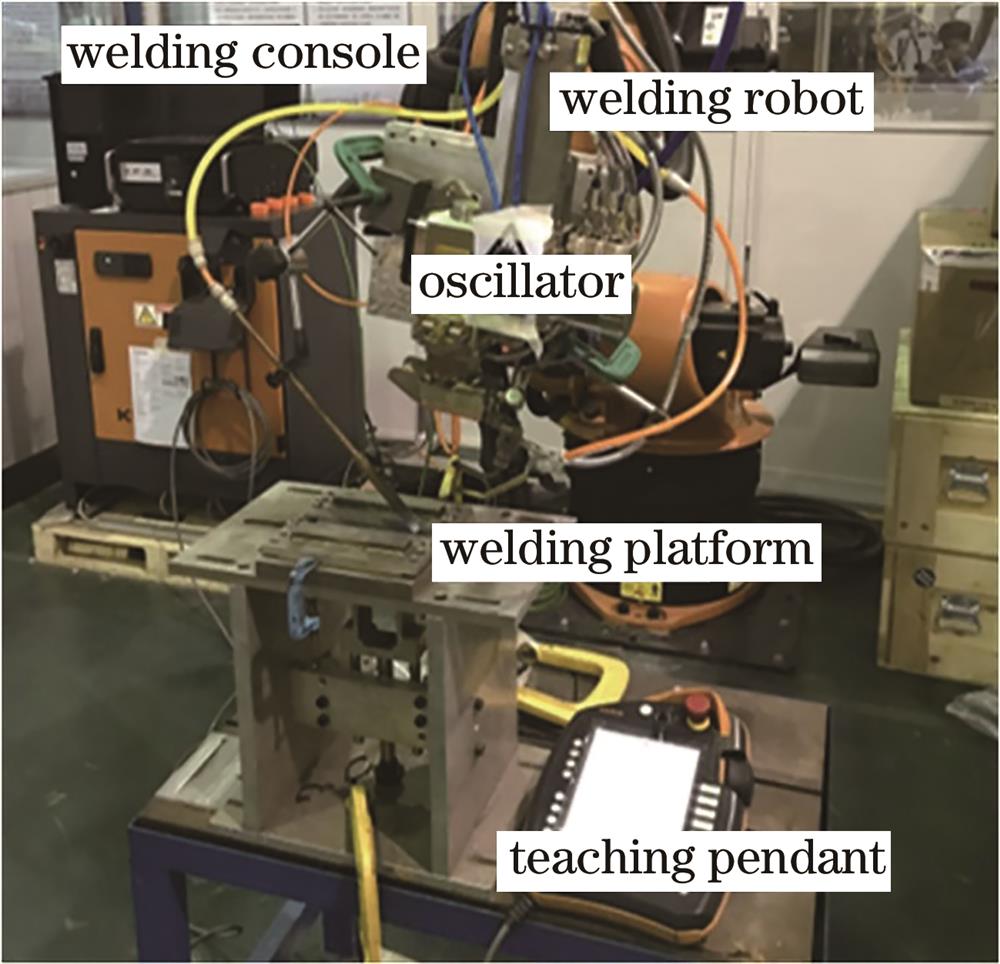
Fig. 1. Test platform of oscillating laser welding
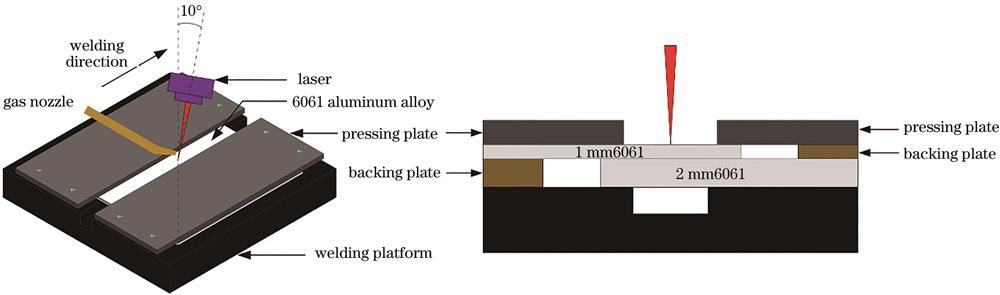
Fig. 2. Schematic diagram of oscillating laser welding lap joint
Fig. 3. Schematic. (a) Tensile specimen; (b) welded joint
Fig. 4. Prediction accuracy of MOGP model. (a) Depth; (b) weld width of lap surface; (c) maximum bearing capacity; (d) carbon emission
Fig. 5. Pareto set obtained by NSGA-II
Fig. 6. Tensile test results of welded joints with optimized process parameters
Fig. 7. Weld surface morphology. (a) After optimization; (b) before optimization
Fig. 8. Microstructure at fusion line of optimized process parameters
Fig. 9. Joint hardness distributions before and after optimization of process parameters. (a) Horizontal hardness distribution; (b) vertical hardness distribution
Fig. 10. Test results of maximum joint bearing capacity
Fig. 11. Carbon emission content test results of welding process
Fig. 12. Contribution of welding process parameters on different welding results. (a) Depth; (b) weld width of lap surface; (c) maximum bearing capacity; (d) carbon emission
|
Table 1. Chemical composition of 6061 aluminum alloy for experiment
|
Table 2. Mechanical properties of 6061 aluminum alloy for experiment
|
Table 3. Sample point data of weld morphology size, maximum joint bearing capacity, and carbon emission
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 4. Relative error results of optimal process parameter combination


Set citation alerts for the article
Please enter your email address

© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20