AI Video Guide
AI Video Guide  AI Picture Guide
AI Picture Guide AI One Sentence
AI One Sentence
With the industrial application of ultra-large-scale die-casting machines, Al-Si alloys have been used to produce battery shells in new energy vehicles because of their excellent die-casting properties. Fusion welding is widely used for connecting components. However, an obvious welding distortion is observed when employing the traditional arc welding process. Owing to its high energy density, the laser welding process has been shown to suppress the welding distortion of aluminum alloy welded joints. In contrast to deformed aluminum alloys, the high hydrogen content of high-pressure die-casting Al-Si alloy causes its arc welds to have a high hydrogen porosity tendency; thus, there are no effective methods to produce a weld seam with low porosity. In laser welds, keyhole-induced porosity is caused by keyhole instability. In addition, the extremely small size and short residence time of the molten pool inhibit the escape of bubbles. Consequently, the porosity tendency may be enhanced by the laser welding process. Thus, it is necessary to develop a new method to suppress the porosity of high-pressure die-casting Al-Si alloy laser welds.
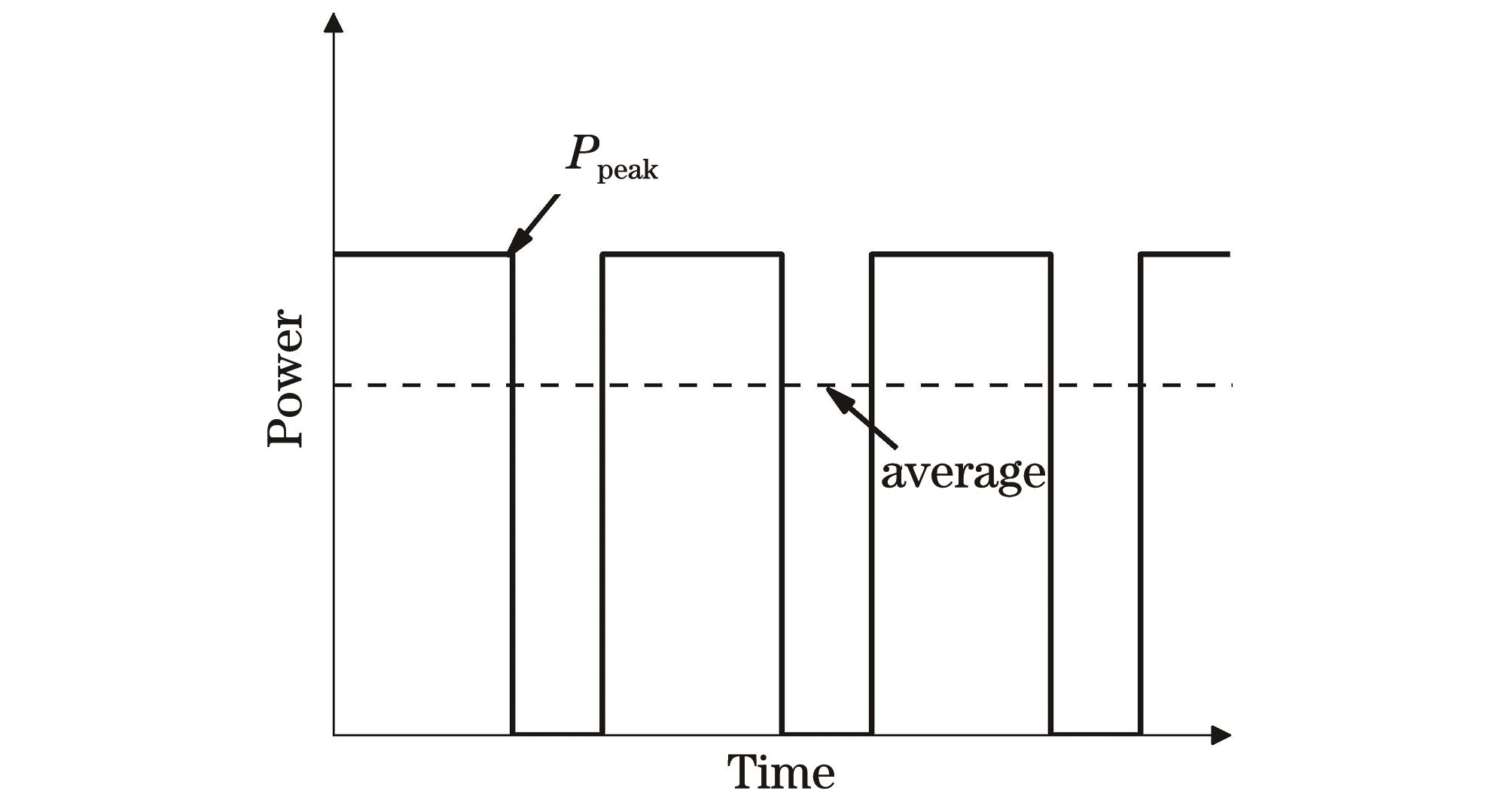
As mentioned in certain studies, a pulsed-laser welding process with intermittent emission features can effectively shake a molten pool, which has also been proven to promote the escape of bubbles. Consequently, the porosity of the Al-Mg-Si alloy welds decreases owing to the pulsed laser welding process. The intermittent emission feature enables the pulsed laser welding process to offer certain advantages in the regulation of the porosity of Al alloy laser welds. In recent years, quasi-continuous (QCW) lasers developed based on continuous (CW) lasers have achieved intermittent light output. Thus, the porosity suppression mechanism of the QCW laser must be analyzed and its effect on the porosity and mechanical properties of high-pressure die-casting Al-Si alloy laser welds must be appropriately elucidated.
High-pressure die-casting Al-Si alloys were welded using CW and QCW lasers with different frequencies. The distribution characteristics of the porosities in the laser welds were analyzed using a stereomicroscope and Image-Pro Pulse software. In addition, a high-speed image V4.1 system, which can synchronously record the morphologies of the molten pool and keyhole using a high-speed camera system, was used. Compared to the CW laser, the QCW laser reduces the keyhole duration (Figs. 1 and 6) and increases the molten pool and keyhole (Fig. 6). Further, it enhances the Marangoni convection. Consequently, the keyhole-induced hydrogen pore formation is suppressed (Fig. 3). However, a low-stability keyhole and high bubble escape resistance are obtained by increasing the QCW laser frequency (Fig. 5). At a frequency of 10 Hz, the keyhole-induced and hydrogen porosities are 4.7% and 1.2% (Fig. 4), respectively. Compared with the CW laser welds (8.8% and 2.0%), the porosity is reduced by more than 40%. Consequently, the tensile strength and elongation increase to 187 MPa and 4.5%, respectively, thereby providing a new laser process for quality welding of high-pressure die-casting Al-Si alloys.
Compared with the CW welding process, the higher peak laser power of the QCW welding process can enlarge the keyhole and promote its stability. Furthermore, because the high temperature gradient at the alternation of troughs and peaks can increase the Marangoni force, which enhances the molten pool flow, the possibility of bubble escape increases significantly. At a frequency of 10 Hz, the keyhole-induced and hydrogen porosities of the QCW weld seam are less than 60% of those of the CW weld seam. The tensile strength and elongation increases to 187 MPa and 4.5%, respectively, which indicate improvement of 11.3% and 50.0% compared to those of the CW weld seam, respectively.