
Xiaming Chen, Luzhong Zhang, Kunlun Qin, Jia Song, Xiaonan Wang, Nagaumi Hiromi. Study on Porosity Suppression for Laser Welds of High-Pressure Die-Casting Al-Si Alloys[J]. Chinese Journal of Lasers, 2025, 52(8): 0802109
- Chinese Journal of Lasers
- Vol. 52, Issue 8, 0802109 (2025)
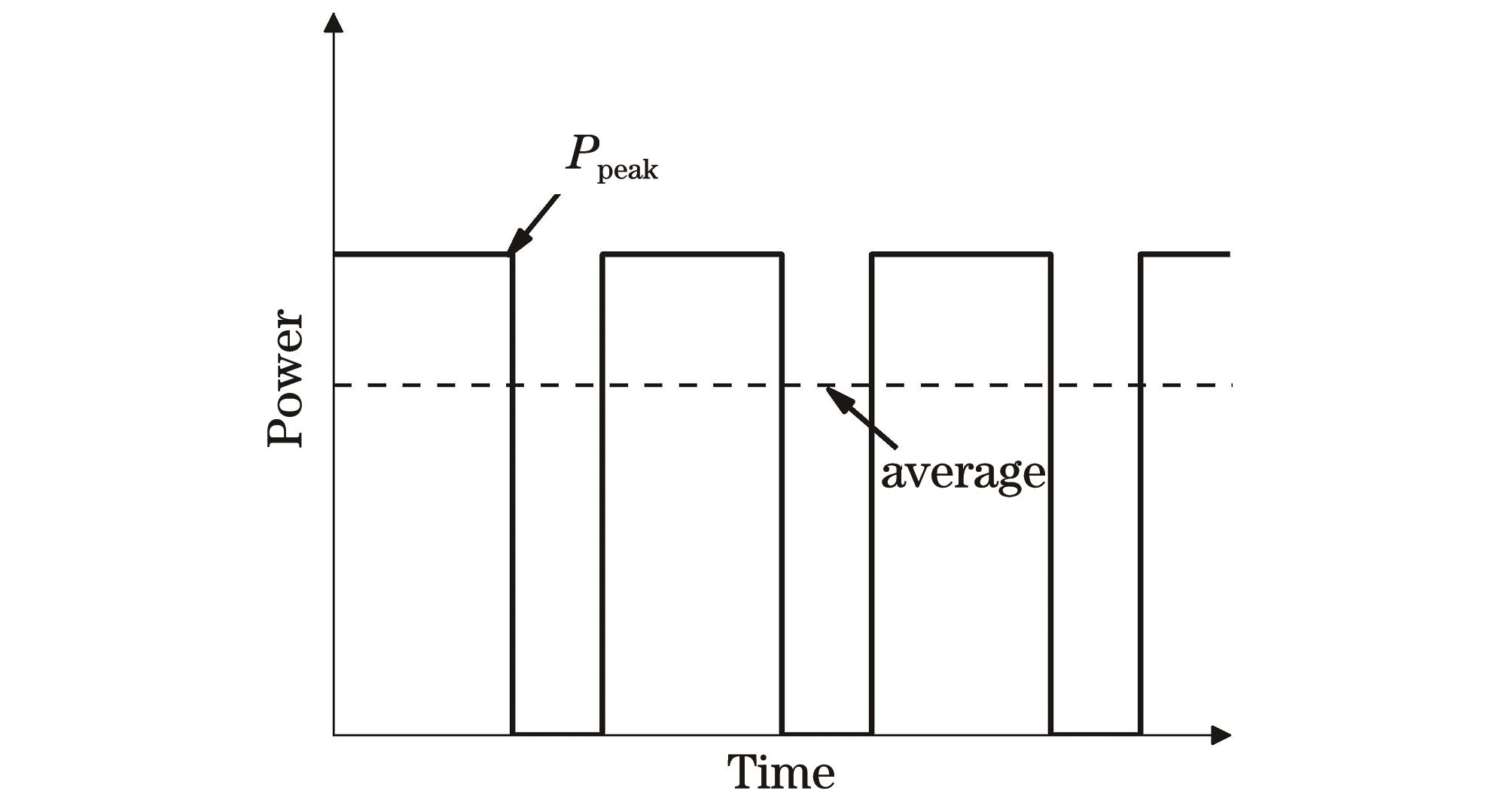
Fig. 1. Schematic diagram of QCW waveform

Fig. 2. Cross section and longitudinal section morphologies of weld seams. (a) CW; (b) QCW
Fig. 3. Diameter distribution and porosity of keyhole type pores in longitudinal section of weld seam under different welding processes.
Fig. 4. Distributions of pores in cross section and longitudinal section of weld seams under different QCW frequencies. (a) 5 Hz; (b) 10 Hz; (c) 20 Hz
Fig. 5. Diameter distribution and porosity of keyhole type pores in longitudinal section of weld seam under different QCW laser frequencies. (a) Box plot of diameter distribution of keyhole type pores; (b) porosity
Fig. 6. Keyhole and molten pool dynamic behavior during two welding processes. (a) CW; (b) QCW
Fig. 7. Tensile test results of welded joints. (a) Engineering stress-strain curves; (d) macro-morphologies of fractures
|
Table 1. Chemical compositions of high-pressure die-casting Al-Si alloy (mass fraction, %)
|
Table 2. Laser welding parameters


Set citation alerts for the article
Please enter your email address

© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20