AI Video Guide
AI Video Guide  AI Picture Guide
AI Picture Guide AI One Sentence
AI One Sentence
Microfluidic chips are an innovative technology used for the precise manipulation of small liquid samples and show great potential in fields such as medical diagnosis, biological research, drug screening, and environmental monitoring. Using glass as a material for microfluidic chips results in better thermochemical stability compared to using other materials. Owing to the high hardness, poor thermal conductivity, and fragility of glass materials, the traditional mechanical processing of glass flow channels is prone to edge breakage and cracking. Therefore, picosecond lasers are used for processing. Short-pulse laser etching technology has the advantages of high precision, non-contact, wide material adaptability, and fast processing speed, and can process glass channels with high aspect ratios. Compared with femtosecond lasers, picosecond lasers can be obtained from semiconductor lasers using gain-switching technology, with lower cost and easier access to high pulse energy and average power. However, the picosecond laser processing for glass microfluidic chips has not been widely reported, and the channel roughness is high, requiring further research on the processing technology and resulting performance. The results of this study provide guidance for the systematic processing of glass microfluidic chips using picosecond laser.
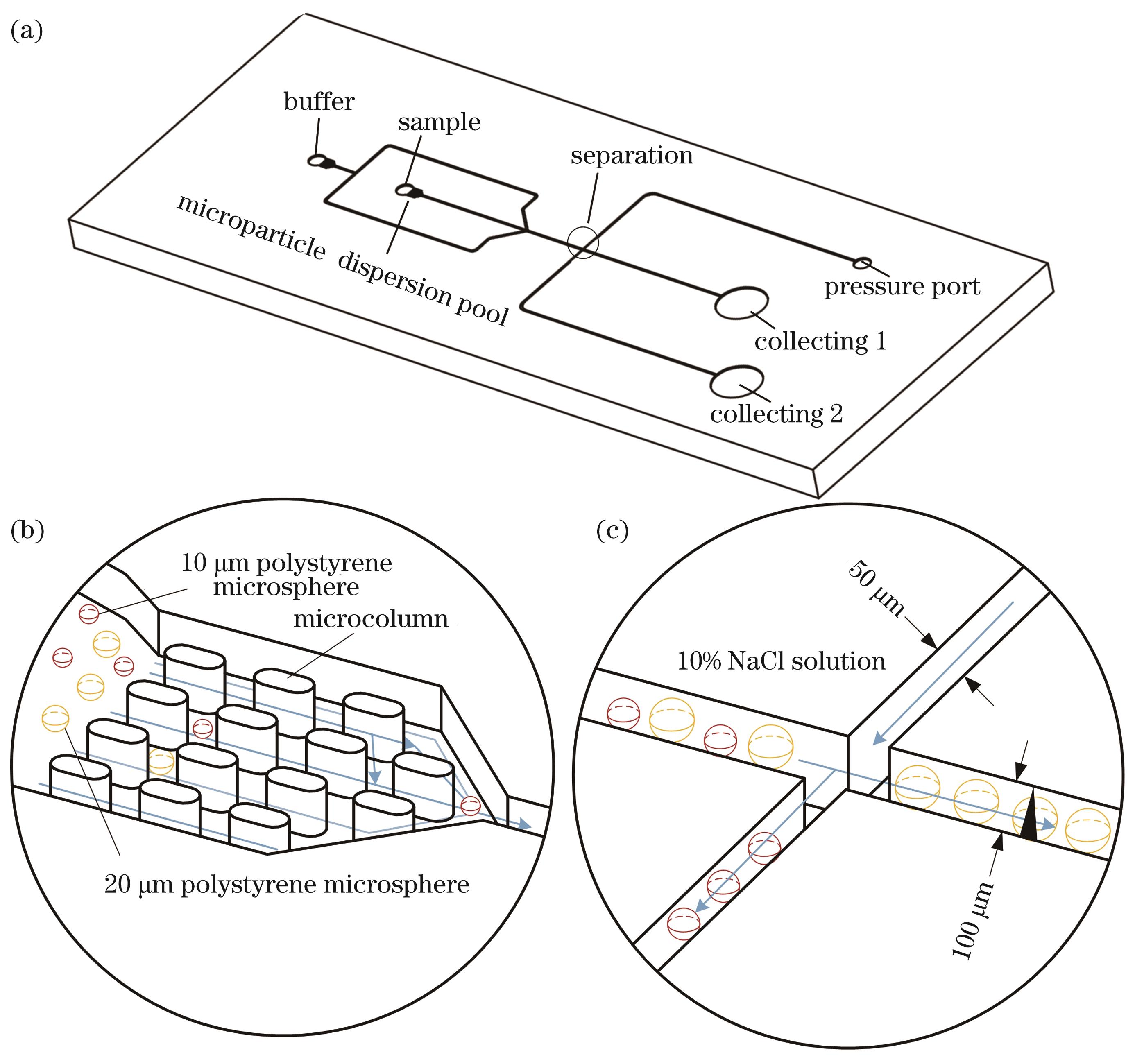
In this study, soda-lime glass was employed, using an ultrafast laser with a pulse width of 7 ps and wavelength of 532 nm. Then, microfluidic chips for cell separation were fabricated on this glass. First, the influence of laser processing parameters on the depth and surface roughness of the flow channel was studied by controlling the variables, and the three-dimensional morphology of the flow channel was measured using laser confocal microscopy. Subsequently, a set of orthogonal experiments with three factors and four levels were designed to obtain the optimal parameter combination for high-quality processing of the flow channel and to further optimize the laser process parameters. Microfluidic chips were fabricated using the optimized parameters and packaging testing was performed. Finally, polystyrene microspheres were used on an independently built chip flow performance testing platform to test the flow performance of the chip channel, analyzing the dispersion, acceleration, and sorting functions of the chip.
The experimental results of direct laser etching of microchannels show that the depth of the processed microchannels increases with increasing laser power. Specifically, the increase in channel processing depth is most significant when the laser power increases from 6 W to 8 W. When the laser power is greater than 8 W, the increase in channel processing depth becomes slower (Fig. 8). Increasing the scanning speed gradually reduces the depth of the flow channel (Fig. 9), and increasing the number of scans increases the depth of the flow channel (Fig. 10). Combining the significance analysis results for channel depth and channel roughness, we have the following conclusions. According to the results of the orthogonal experiment, when the repetition frequency f is 200 kHz, the laser power selection range is set to 8?10 W, scanning speed is controlled at 1000?1400 mm/s, and number of scans is 6?9. The final processed channel has a depth-to-width ratio greater than 1, surface roughness of 500?600 nm, and smooth channel edge without cracks (Fig. 13).
In is study, an ultrafast laser processing technology was investigated for processing microfluidic chips on glass. By conducting experiments on direct laser etching of glass channels, the depth and roughness of the channels were studied as functions of the laser process parameters. After optimizing the process parameters through orthogonal experiments, high-quality micro-nano channels were obtained without edge defects, with bottom roughness ranging from 500 nm to 600 nm. The material removal rate of the chip material was 5.64 mm3/min. Flow channel experiments showed that particles with diameters of 10 μm and 20 μ m can be dispersed into different paths in the dispersion pool, and particles from different paths enter the main channel in 1.0 , 2.1 , and 2.6 s respectively. After entering the intersection of the flow channel with an angle of 45 °, particles can accelerate 6.8-fold under the action of the clamping flow and quickly pass through the sorting port. Particles with different scales can be sorted under the drive of the pressure.